1. 问题类型
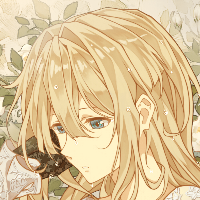
本文针对的缺料类型为在转角/接缝后有大量且连续的缺料现象,如下图所示

博主的大鱼TT在打印PETG的时候,整个外墙都存在大量缺料的情况。在试了调整流量,提高温度之后却没什么效果,说明并不是流量引起的问题。明明之前的切片参数打印出来效果还不错,Orca更新后打印效果真是惨不忍睹。不过最后在调整了回抽,压力提前,接缝类型后便好了很多。其中回抽和接缝类型的影响比较大。
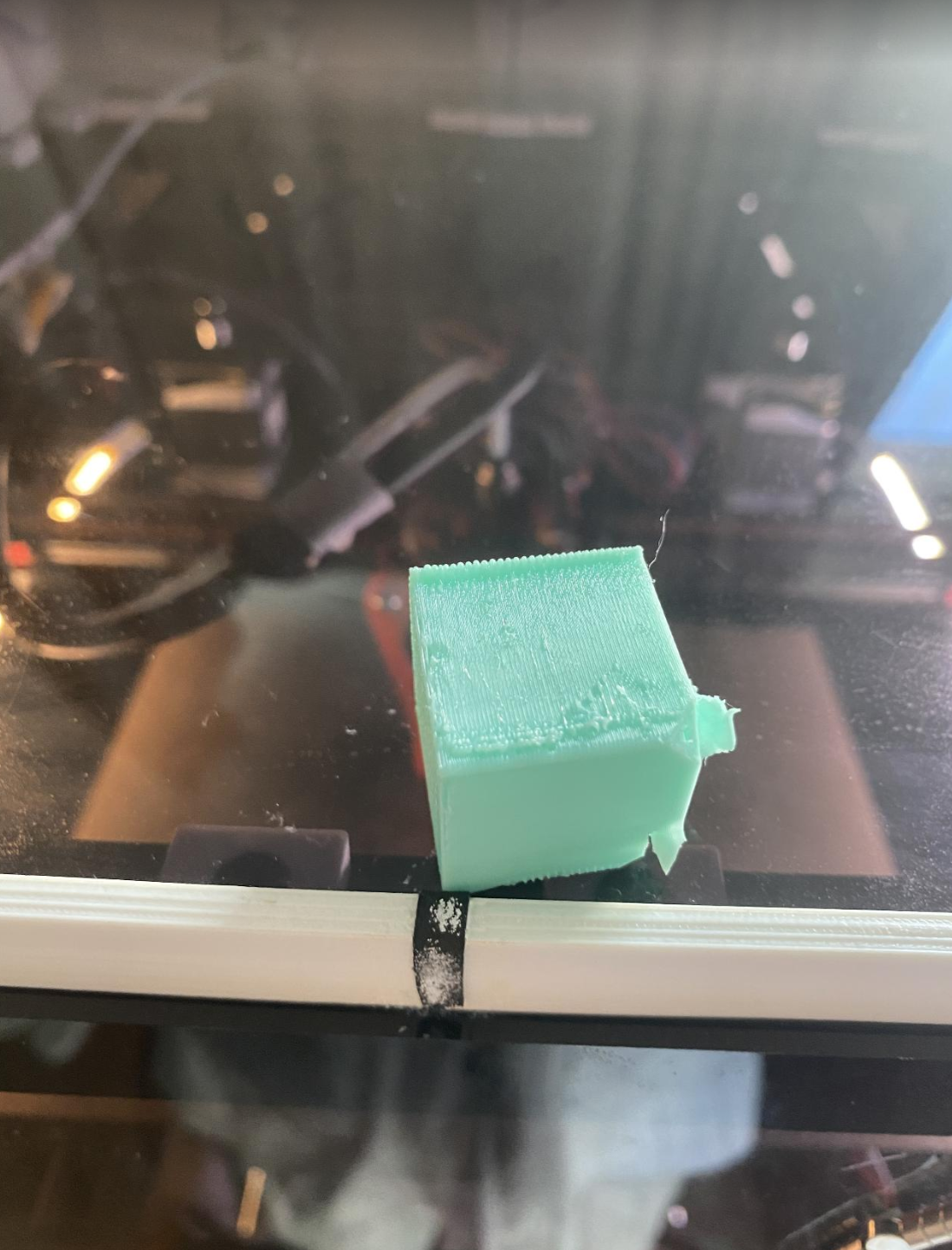
调整效果如下图所示
从左到右打印参数依次为——压力提前过大+斜拼接缝、斜拼接缝+压力提前过小、常规接缝。

2. 回抽
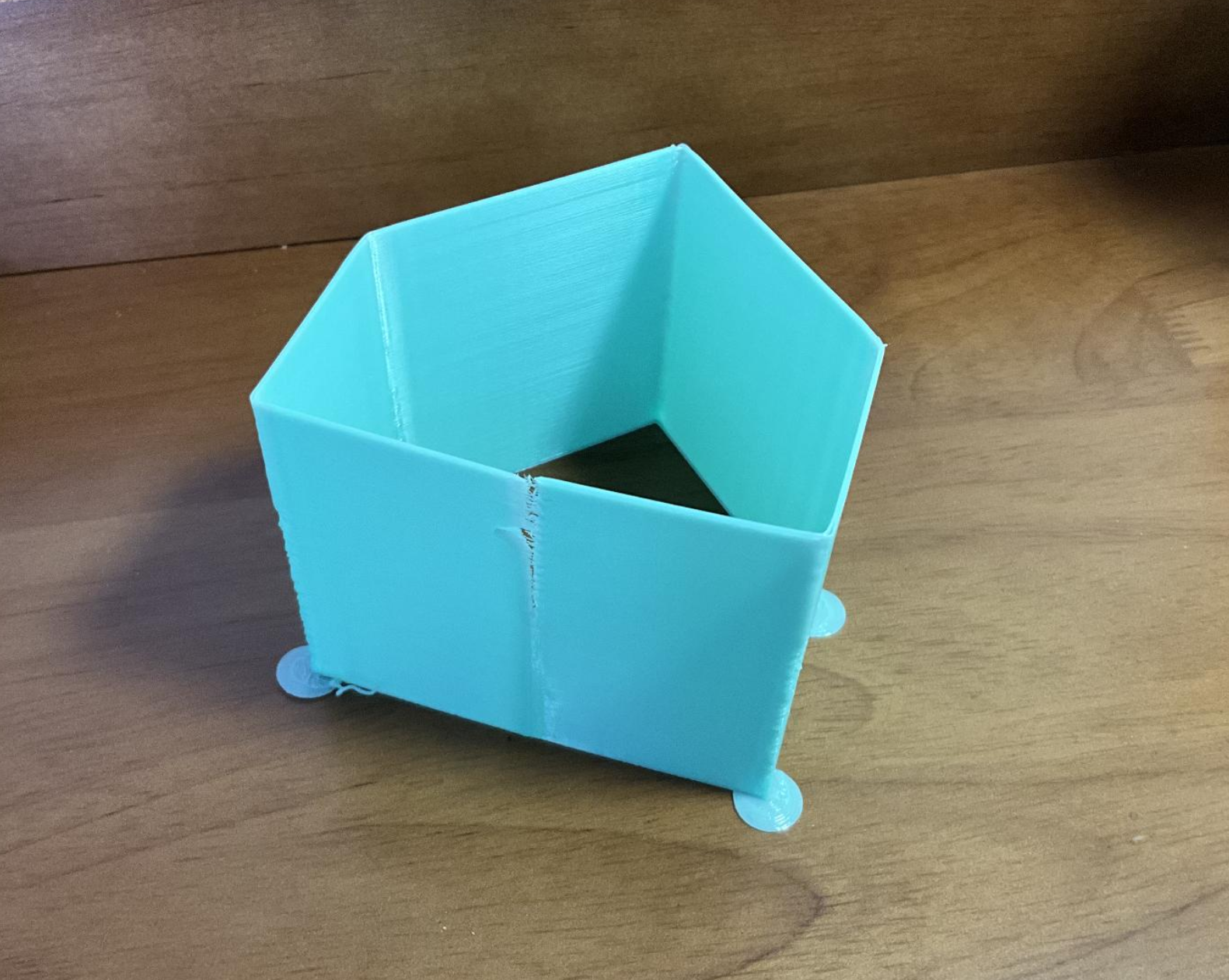
由于博主在更新Orca之后掉了一次盘且没有记住参数😭,因此只能重新用默认参数来调,Orca默认给的回抽距离偏大,因此会出现无法及时进料的情况,导致接缝后缺料。在把0.8mm的回抽改为0.2之后,效果好了很多,总之是没有大面积缺料的现象了。

但是可以看到外墙包括转角处仍有溢料的情况,这种情况我们需要调节接缝类型,压力提前。
3. 压力提前
压力提前负责调整打印过程中加速减速时的喷嘴墙内压力,在加速过程中(常见于打印开始或转弯时),压力提前会导致喷嘴压力增加。在减速时(常见于转弯前),压力提前会导致喷嘴压力降低。
压力提前过高会导致边角缺料,过低则反之。
在博主这种问题下,压力提前过低会增加拐角后压力过低的情况,进而出现缺料漏料。
具体内容请参考Kilpper官网:
每种材料都有适合自己的压力提前参数,可以通过Orca内部嵌入的测试模型测得。如果懒得测,可以在网上找一个大概的值。
测试模型
下图为0.2的压力提前量,边角根本不成形
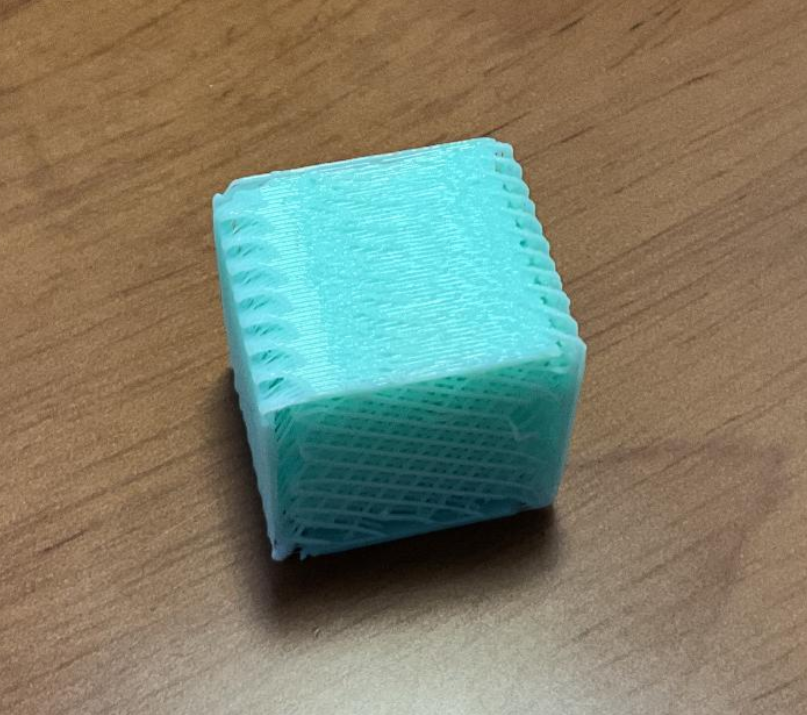
0.04,可以看出边角溢料情况非常严重

0.06,效果已经非常好了

如果不说这一面边角有接缝,怕不是看不出来和别的面有什么区别
4. 接缝类型
由于Orca的斜拼接缝仍处于试验阶段,因此可能出现各种问题,在博主这里的表现形式就是在接缝位置缺料溢料。把接缝类型换成普通就欧克了。
这里就不放图了,可以参考上面的几张图